10 Benefits of Business Intelligence in Manufacturing
In this post, you’ll learn why business intelligence is important in the manufacturing industry. According to an Accenture report, more than a third of all business data is never analyzed – which presents an opportunity for your company. By analyzing current and historical business data, you can use business intelligence to make more informed decisions about your manufacturing business.
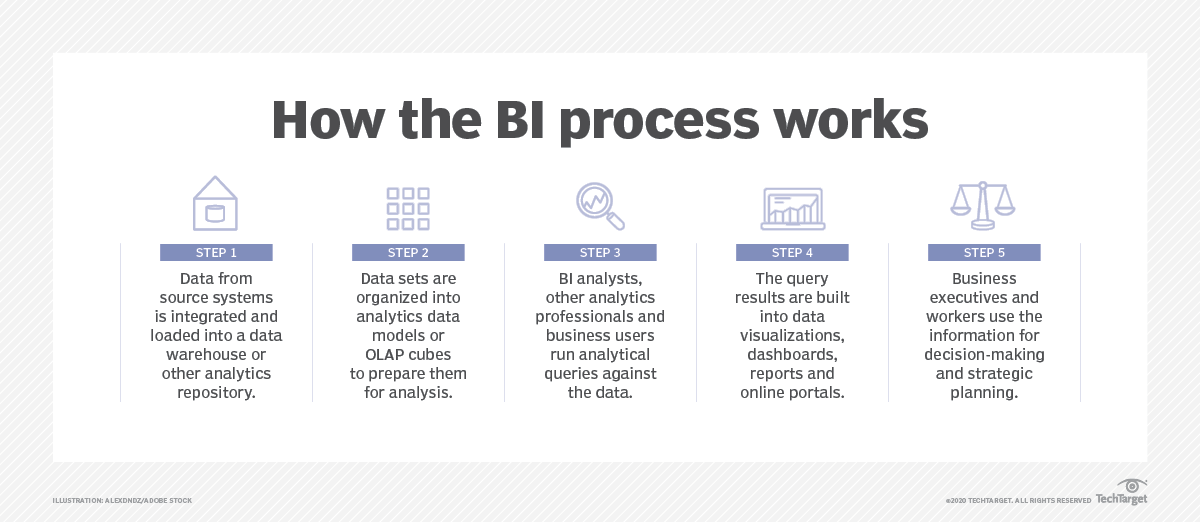
But before we discuss the reasons to use business intelligence, let’s first talk about how it works.
What is Business Intelligence?
Business intelligence (BI) is a set of technologies and processes designed to more deeply explore the data your business collects. The goal is to extract insights from that data that can help you make better business decisions.
The data used in BI is typically stored in a central data warehouse and can include both historical and real-time data. To analyze this data, BI uses several powerful tools, including online analytical processing (OLAP) and data mining. This enables BI systems to:
- Provide deep insights into your firm’s manufacturing processes
- Identify long-term trends
- Set manufacturing benchmarks
- Reveal more about your business operation
How Can You Use Business Intelligence in Manufacturing?
With BI, you can:
- Monitor machine and cell performance
- Discover uptime and downtime trends
- Track production performance
- Observe your manufacturing operations in real time
You’ll be able to better manage your business on a day-to-day basis, improve operational efficiency, and ultimately improve your company’s top and bottom lines.
The following video explains what business intelligence is and why it’s important.
Why is Manufacturing Business Intelligence Important?
Every single day, global businesses generate 7.5 septillion gigabytes of data. The manufacturing industry is particularly data intensive, generating reams of information about production capabilities, scheduling and delivery dates, supply chain management, and more. Experts say that only 45% of this data is actually used, which provides an opportunity to gain even more insight into business operations and processes.
Business intelligence uses all the data generated by your manufacturing business to make better day-to-day and long-term operating decisions. There are many reasons to employ BI in your manufacturing business – here are ten of the most important.
1. Improves Productivity
According to MicroStrategy’s 2020 Global State of Enterprise Analytics Report, the #1 benefit of BI, noted by 64% of businesses, is improved efficiency and productivity. Because you can use BI to track uptime and downtime per department, machine, and even employee, you can accurately determine where and how changes should be made. In addition, BI’s predictive analysis helps you see potential production bottlenecks before they occur and take appropriate action to ensure ongoing operations.
2. Provides Better Demand Forecasting
It’s difficult to accurately forecast demand, but it’s necessary to plan purchasing, production capabilities, and inventory needs. BI can assist tremendously in this task, building from a mix of historical data and actionable real-time metrics.
3. Improves Supply Chain Management
BI can help manufacturers gain better control over their entire supply chain. Real-time analytics ensure that you know what raw materials you need and when, so you can have adequate materials on hand to meet projected production requirements. BI also provides insights into:
- Transportation costs
- Supply costs
- Materials usage
- Supplier performance
The goal is to avoid overbuying raw materials while avoiding out-of-stock situations, which may involve switching between multiple suppliers. BI can help you make those decisions.
4. Improves Inventory Control
You also need to maintain tight control over your finished goods inventory, and BI can definitely help with that. BI can track inventory across multiple jobs so you can shift inventory between customers as needed. BI can also predict customer demand, so you’ll know exactly how many units to manufacture to minimize both out-of-stock situations and excess inventory.
5. Issues Important Alerts
It’s important that you be alerted when certain events occur. You can program BI software to automatically alert you when selected conditions are met. For example, you may want to be alerted when inventory drops below a certain level or if returns rise above a certain level. BI is your eyes and ears for when anomalous conditions occur.
6. Improves Quality Control
BI can help improve the quality of the products you manufacture. BI tools can help you determine when quality falls below a specified standard by tracking:
- Returns rate
- Number and percentage of defective products
- Customer satisfaction
7. Ensures Compliance
It’s difficult to keep track of all the industry and governmental regulations to which your business is subject. BI can help you maintain compliance standards across all affected areas.
8. Improves Financial Management
BI is essential for providing detailed financial management. You can use BI to develop departmental and company budgets and forecasts, and to measure performance against those goals. BI provides unparalleled insight into all your operations, including:
- Production
- Sales
- Raw materials usage
- Inventory levels
These financial insights help you optimize resources and maximize your ROI.
9. Enables Faster Decision Making
BI collects and analyzes data almost instantaneously. This lets your manufacturing business react more quickly to market changes and operational issues and make faster decisions. You get information about your supply chain, inventory, and production processes in real time so you can react that much faster.
10. Provides Predictive and Prescriptive Analytics
BI provides four different types of analytics:
- Descriptive
- Diagnostic
- Predictive
- Prescriptive
Predictive and prescriptive analytics help you become more proactive in your decision-making and improve your manufacturing operations. These analytics work across all departments and silos to identify trends that affect your entire business and help you better prepare for the future.

Let Rainmaker Help You Integrate Business Intelligence into Your Manufacturing Business
When you want to use business intelligence to improve your manufacturing business, turn to the experts at Rainmaker. We’ll show you how to use Salesforce Einstein to integrate sales, service, marketing, and back office data to deliver actionable insights for better decision making. We also offer a wide variety of Salesforce Managed Services to help you grow your manufacturing business.
Contact Rainmaker today to learn more about Salesforce Einstein and manufacturing business intelligence!